The fine 楞 type (referring to E, F, C, N, O and finer 楞 type) is increasingly used in food, toys, small items, handicrafts, gifts, textiles, medicines, daily chemical products, and medical supplies. Equipment, electronics, digital products, communications, software, and other industries packaging products and buffer lining and for the production of advertising display racks and posters and other materials.
Due to the high compressive strength of micro-corrugated cardboard, the use of recyclable corrugated base materials, and the ability to obtain printing effects like cardboard, C-type and finer micro-corrugated cardboard can be directly finely offset printed, obtaining the same Mechanical strength has better elasticity and shock-absorbing performance than cardboard, and the excellent characteristics of lighter weight, lower transportation cost, lower application cost, and more environmental protection are being rapidly developed and applied in the world today. Especially in developed countries that attach special importance to environmental protection.
The production line of micro-corrugated cardboard is not much in our country. Some imported quick-change corrugating rolls are equipped with E and F corrugating rollers on the production line, such as the BHS five-layer production line, Azna's seven-layer cattle line, etc. The domestic production line has a small number of 2-layer E corrugated board production lines, most of which It is an E-Watt single-side unit and a small number of F-Watt single-side units and a few modified C-Watt single-side units.With China's accession to the WTO, the economy has maintained a sustained growth year after year, foreign capital continues to continue With the entry, China is becoming a processing center in the world, which will surely promote greater development and technological progress in the domestic packaging industry, and the production and application of micro-corrugated cardboard will be a rich cake in the future.
The production of micro-corrugated board is a systematic project, from the design of the crucible, the structure and accuracy of the corrugating roller, the form of the single-sided machine, the running accuracy of all the equipment of the production line, the selection of the paper, and the matching of the running speed with the ideal speed. Tension control, temperature and humidity control, glue modulation and glue control, paperboard quality control, etc., have different specific requirements from conventional corrugated board such as A, C, and B.
First, the design of the fine corrugated file and the structure of the corrugating roller
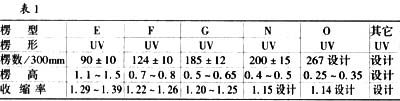
One of the characteristics of the fine corrugated file is that it has a large number of turns and the corrugated base paper is lighter in weight and lower in strength. Taking the number of turns per 300 mm as an example: C type is 185±12, N type is 200±15, O type is 267, and B type is 50±2. With a pair of corrugated rollers of the same diameter, the number of turns of the fine corrugated medium is increased by 3 to 5 times that of the B type corrugated medium. It can be seen that the tension during paper feeding and molding has doubled. Therefore, the 楞-type design must ensure that the 楞-type package angle value is within the strength of the corrugated base paper, and the selection of the dome-shaped arc should make the resistance of the corrugated medium to be smaller, smoother and smoother, and at the same time The corrugated structure satisfies the sufficient rigidity and mechanical strength of the micro-corrugated cardboard. The fine corrugated corrugating roller requires a more stringent surface roughness, which must be polished and polished to ensure high-speed molding of corrugated base paper with low basis weight and low strength.
The basic parameters of the fine corrugated file are shown in Table 1.
For fine corrugated production, moving parts such as corrugating rollers and their associated pressure rollers, coated rollers, and metering rollers require higher movement accuracy, and corrugating rollers and pressure rollers must also be more uniformly shaped and composite line pressure in order to ensure Cardboard quality. Therefore, the wall thickness of the corrugating roll and the pressure roll must be uniform, and the accuracy of the cylindricity can be maintained after heating. At the same time, a reasonable structure of the condensate discharge system must be designed to ensure that the corrugating roll is not stopped due to the bottom of the roll. The temperature difference between the upper and lower sides of the water causes bending deformation. The corrugating roller and the pressure roller must have a medium-height accuracy with a more reasonable and consistent line pressure. The fine corrugated height is very low, and the high abrasion of over 0.1 mm will affect the quality of the product. For the fine corrugated corrugating roll, more wear-resistant surface layer quality is required.
Fine corrugated corrugating roller wind groove form, vacuum suction type and positive pressure air cushion type is annular groove, vacuum suction type has annular groove and herringbone type semicircular arc suction groove. Corrugated roller wind slot to be more narrow, in order to ensure that the finished product in the wind slot is not prone to degumming.
Second, the micro-cavity single-sided machine form and coating system
It can be seen from the 楞-shaped structure of the micro-corrugated that due to the smaller dome radius and the larger 楞 angle (part ν) and the small index angle, the corrugated paper after forming is susceptible to corrugation during high-speed operation. The centrifugal force generated by the operation of the roller and the demolition of the corrugation roller's dents affect the gluing and compounding. A very reasonable positive and negative pressure structure design is needed to enable the corrugated paper to be reliably fixed on the enamel teeth of the corrugating roller to complete the sizing and compounding. Local degumming caused by wind deformation over the wind trough of the ambassador. From the point of view of the single-sided machine, the positive pressure type air cushion can make the corrugated paper more stable supported on the corrugated rod. At the same time, the sealing performance of the structure makes the air pressure leakage loss and heat loss of the vacuum suction and external suction structure. Smaller, it is the main structure on the current high-speed production line. From the point of view of the application of micro-corrugated board products, the cardboard in the form of a herringbone semi-circular suction slot is preferred, which greatly reduces the risk that the wind slot falls exactly on the edge of the finished product.
Fine corrugated, smaller dome arcs and densely packed cymbals require a small and accurate and stable amount of glue. The single-faced machine of the fine corrugated production line and the coating roller and the metering roller (squeegee roller and metering roller) on the gluing machine must reach less than o. The precision of the 02 mm circular runout ensures that less than o can be achieved between the applicator roller and the metering roller. In addition to the uniform adhesive gap of 08 mm, the surface of the applicator roll needs to be set to form a finer surface mesh pattern than the thinner glue layer required for conventional corrugated cardboard.
(to be continued)
Sandwich Corner Panel,Insulated Corner Panel,PU Panel
Polyurethane Insulated Panel Cold Storage Room Co.,Ltd , http://www.nscoldroomstorage.com